|
|||||
| ЗАМОРАЖИВАНИЕ СТАНДАРТНЫХ РЫБНЫХ БЛОКОВ В ГОРИЗОНТАЛЬНЫХ СКОРОМОРОЗИЛЬНЫХ АППАРАТАХ | |||||
 |
| . | ||
| Замораживание стандартных рыбных блоков не меняется уже почти 35 лет, как на суше, так и на траулерах, работающих в водах различных морей и океанов. В наши дни замораживание такого типа блоков также широко применяется. | ||
| Для производства рыбных блоков STANDARD необходимо соблюдение следующих исходных параметров: | ||
| Соответствующее и высококачественное сырье; | ||
|
||
| ПРОДУКЦИЯ В СТАНДАРТНЫХ БЛОКАХ | ||
Обычно, для замораживания в стандартных блоках используют охлажденную рыбу или рыбное филе. |
||
Наиболее рентабельным считается заморозка рыбного филе. |
||
В зависимости от размеров филе существует два типа продукции: рыбные порции (так называемые " рыбные палочки ") и отдельные рыбные филе. |
||
Пример |
||
Маленькие куски филе и рыбы замораживаются в компактные однородные блоки, которые в |
 |
|
дальнейшем разрезаются на рыбные порции ("рыбные палочки"). |
||
Также блоки смешанной продукции подобной филе, размельчённые и нарезанные, |
||
замораживаются в компактные однородные блоки для рыбных порций. |
||
Для этой продукции важно, чтобы поверхность блока была гладкой, без |
||
воздушных полостей. Для уменьшения отходов в процессе разрезания |
||
рыбные блоки должны иметь острые кромки и углы. |
||
Большие куски филе часто укладывают слоями, разделёнными между собой пленкой. |
||
Такой тип блоков часто называют пластом. Эта продукция используется как отдельное филе. |
||
 |
||
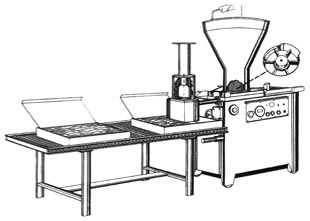
Мелкорубленная рыба тоже часто замораживается в |
Пример автоматического | |
стандартных блоках. |
заполнения блочного вкладыша | |
В целях обеспечения высокого уровня защиты от |
мелкорубленной рыбой | |
обезвоживания рекомендуется упаковывать сырой |
||
рыбный продукт перед замораживанием в блоки в |
||
высококачественные картонные коробки. Иначе, |
||
качество продукции снизится, а блок потеряет в весе. |
||
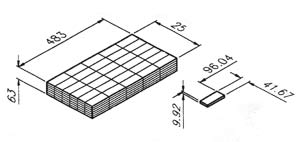
| РАЗМЕРЫ И ВЕС СТАНДАРТНЫХ БЛОКОВ | ||
| Европейские стандартные рыбные блоки имеют средние размеры 482 x 254 x 62.7 мм, |  |
|
| и вмещают 16.5 фунтов (почти 7.5 кг) продукции. |
||
| Как правило, допускаются следующие отклонения от стандартного размера: | ||
| - Длина 482 мм +/-1.0 мм | ||
| - Ширина 254 мм +/-1.0 мм | ||
| - Высота 62.7 мм +/- 0.9 мм | ||
| Более того, 98% всех блоков должны быть длиннее 480 мм, шире 252 мм и выше 60.9 мм. |
||
| Блоки не должны быть короче 479 мм, уже 251 мм и ниже 60 мм. |
||
| Средний вес блоков должен быть в пределах 7,484 г +/- 55 г. 98% все блоков должны весить |
||
| больше 7,400 г, и ни один меньше 7,300 г. | ||
| Допустимый перевес рыбного блока составляет 100-200 г на блок. |
| Рамки | |
| Рамки для замораживания стандартных рыбных блоков из стойкого |  |
| к морской воде алюминия изготавливаются U, E, а также усиленного | |
| XU профилей в одинарном и двойном исполнении. | |
| Рыбные блоки, которые далее разрезаются на порции, обычно | |
| замораживают в рамках XU профиля, так как они лучше сохраняют | |
| размеры продукции. | |
| Также применяются рамки из нержавеющей стали, но алюминиевые рамки являются наиболее распространёнными. | |
| Очень важно, чтобы рамки были прочными и имели точные размеры и острые кромки. Для обеспечения правильных размеров и требуемой остроты кромок замороженных блоков допуск внутренних длины и ширины должен быть в пределах +/- 0.5 мм. |
|
| Все рамки U, E и XU профилей периодически должны проходить контроль размеров и правку в мастерской. | |
 |
 |
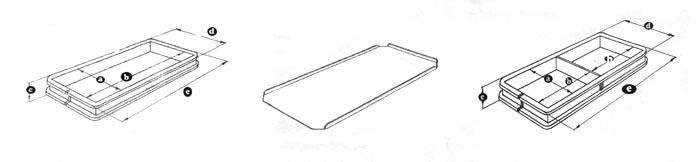
| Профили: | ||
| Внешние размеры одинарной рамки - 525 x 295 мм. | ||
| Внешние размеры двойной рамки - 1018 x 295 мм. | ||
| Высота обоих типов рамок C = 59 мм. | ||
Одинарная рамка |
Днище |
Двойная рамка |
 |
||
| Обычно рамки используются вместе с днищем. | ||
| Возможно исполнение рамок как с закреплённым, так и со съёмным днищем (для удобства при чистке). | ||
| Для извлечения замороженных блоков из рамок поршнями блок-эжектора в закреплённых днищах рамок должны быть сделаны отверстия. | ||
| Днище рамки может изготавливаться из нержавеющей или оцинкованной стали, алюминия. В зависимости от материала днище имеет различную толщину. | ||
| Толщина днища из нержавеющей стали - 0.8, 1.0, 1.25, 1.5 мм. | ||
| Толщина днища из оцинкованной стали - 1.0, 1.25, 1.5 мм. | ||
| Толщина днища из алюминия - 2.0 - 3.0 мм. | ||
| В настоящее время преимущественно используется незакреплённое днище. По санитарным причинам рекомендуется применять днище | ||
| из нержавеющей стали. | ||
| Обычная толщина закреплённого днища из нержавеющей стали одинарной рамки - 0.8 мм, а съёмного днища - 1.0 мм. | ||
| Толщина закреплённого днища двойной рамки - 1.0 мм, съёмного днища - 1.5 мм. | ||
| Крышки при замораживании стандартных рыбных блоков, как правило, не применяются. | ||
КАРТОННЫЕ КОРОБКИ (ВКЛАДЫШИ) |
|
 |
|
Качество рыбных блоков в большой степени зависит от картонных коробок, в которых замораживается продукция. |
|
Коробки предназначены для защиты рыбных блоков с момента упаковки до выемки замороженных блоков из них. |
|
Для обеспечения соответствия рамке и удобного складывания коробки должны быть нарезаны в точном |
|
соответствии с требуемыми размерами с правильными очертаниями углов. |
|
Важно отметить, что для восприятия определенного давления в период замораживания, коробка должна быть выше |
|
рамки минимум на 1 мм. |
|
Толщина картона – результат компромисса между двумя противоречащими факторами. Толщина картона должна |
|
быть достаточной для упаковочного процесса и защиты рыбных блоков от внешних воздействий. С другой стороны |
|
толщина картона влияет на время замораживания блока. В настоящее время эта дилемма решается применением |
|
технологии нанесения на картон покрытий на основе парафинов. |
|
| Внешнее покрытие картона для предотвращения обезвоживания продукции должно быть достаточно плотным. | |
| Также покрытие должно обеспечивать лёгкое отделение блока от рамки без повреждения коробки в процессе | |
| его выталкивания. Более того, покрытие картона должно обладать термостойкими качествами, чтобы не быть | |
| повреждённым при использовании пластиковой обтягивающей плёнки. | |
| Внутреннее покрытие картона также служит для предотвращения обезвоживания продукции, должно быть достаточно | |
| гладким и обеспечивать легкое снятие с рыбного блока без оставления кусков картона на нем. | |
| Высокое качество рыбных блоков зависит от таких свойств картона, как структура волокнистой массы, прочность, | |
| количество слоёв покрытия и степени водопоглощения внутренней поверхности. | |
| / |
| ЗАМОРАЖИВАНИЕ СТАНДАРТНЫХ БЛОКОВ | ||
| . | ||
 |
 |
|
| . | ||
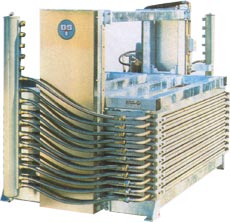
| Замораживание стандартных блоков происходит в горизонтальных плиточных скороморозильных аппаратах. | ||
| Обычно выпускают плиточные скороморозильные аппараты с ручной загрузкой и выгрузкой. Однако, возможен также выпуск автоматических | ||
| плиточных скороморозильных аппаратов (см. www.dsi-as.ru) . | ||
| В целях обеспечения замораживания температура поверхностей плит скороморозильного аппарата должна быть примерно -34°C и морозильная | ||
| установка должна иметь достаточную мощность для работы при температуре кипения от -38°C до -40°. В зависимости от хладагента допускается | ||
| температура кипения -34°C. | ||
| Эффективное время замораживания рыбных блоков до температуры примерно -18°C в теле блока обычно составляет 105 - 120 минут. | ||
| Время на выгрузку и загрузку плиточного скороморозильного аппарата зависит от размеров аппарата, количества рамок в нем, наличия полного | ||
| комплекта готовых рамок для аппарата и скорости обслуживания. Обычно, время выгрузки-загрузки рассчитывается как 15 - 25 минут. | ||
| Эффективное время замораживания плюс время выгрузки-загрузки составляют продолжительность каждого цикла замораживания. Исходя из | ||
| вышесказанного, можно достичь 9,5-11,5 циклов замораживания за 23 часа. 1 час в сутки выделяется на очистку и оттаивание плиточного | ||
| скороморозильного аппарата. | ||
| Необходимо проводить оттаивание минимум один раз в сутки так, как льдообразование на |  |
|
| плитах скороморозильного аппарата приводит к увеличению времени замораживания и | ||
| может вызвать деформацию днищ рамок. | ||
| Для большинства продуктов достаточно давления плиты скороморозильного аппарата | ||
| около 0.2 - 0.25 бар. Однако, для блоков, которые будут разрезаны на рыбные порции, в | ||
| целях обеспечения однородной, без воздушных полостей и искривлений верхней | ||
| поверхности продукции требуется плиточное давление 0,5-0,7 бар. | ||
| ОБРАБОТКА СТАНДАРТНЫХ БЛОКОВ ПЕРЕД ЗАМОРАЖИВАНИЕМ | |
| Даже при использовании первоклассного рыбного сырья, ровных рамок и качественных коробок конечный блочный продукт может быть | |
| некачественным, и в худшем случае может быть забракован покупателем. | |
| На низкую цену или брак рыбных блоков влияют следующие пункты: | |
A: |
Недопустимое качество рыбного продукта. |
Б: |
Неточный развес рыбы в коробки. |
В: |
Небрежность (халатность) при заполнении коробок рыбной массой. Необходимо заполнять продукцией весь объём коробки, |
| не оставляя воздушных полостей. | |
Г: |
Морозильные рамки с неточными размерами. |
Д: |
Низкое качество картона. |
Е: |
Если высота коробки не превышает высоту рамки минимум на 1 мм, то не обеспечивается требуемое давление на блок |
| или оно вообще отсутствует. | |
Ж: |
Обычно, период между упаковкой рамок и замораживанием варьируется от ? до 1 часа. |
| Если замораживание начинается сравнительно быстро после упаковки, то выгодно размещать упакованные рамки одну сверху | |
| другой так, чтобы результирующее давление могло равномерно распределить рыбный продукт по всем углам. | |
| Если начало замораживания откладывается, то следует размещать упакованные рамки на полках во избежание потерь жидкости, | |
| приводящих к снижению веса и качества. | |
| При задержке начала замораживания в помещении, где находятся готовые к замораживанию рамки, следует поддерживать | |
| температуру как можно ниже, но не ниже 0°C. | |
З: |
Если замораживание начинается сразу после упаковки, то нет достаточного времени для внутренних пористых поверхностей |
| коробки впитать влагу необходимую для защиты рыбных блоков от обезвоживания в процессе хранения. | |
И: |
При задержке начала замораживания на длительный срок существует риск размокания коробок, что приводит к их прилипанию к блокам. |
К: |
При постепенной загрузке работающего плиточного скороморозильного аппарата рамками по мере их готовности возможно |
| образование ледяной корки на блоках, что приводит к неравномерному сжатию в процессе замораживания. Вследствие этого | |
| возможно образование воздушных полостей и искривление поверхностей. | |
Л: |
Рыбные блоки выгружены из плиточного скороморозильного аппарата слишком рано, и температура продукции около -18°C |
| достигнута не в аппарате, а при хранении на складе. Вследствие продолжительного замораживания на складе рыбные блоки могут | |
| увеличиться в объеме, что приведёт к искривлению их поверхностей. | |
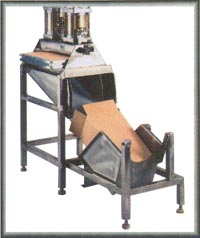
| Блок-эжектор | ||
 |
||
| Блок-эжектор предназначен для извлечения замороженных рыбных блоков | ||
| из морозильных рамок. |  |
|
| Существуют гидравлические / электрические или пневматические / | ||
| электрические блок-эжекторы. | ||
| Блок-эжектор, показанный на этой странице, пневматический, для | ||
| одинарных рамок, оборудован ковшом для картонных коробок. | ||
| ХРАНЕНИЕ ЗАМОРОЖЕННЫХ ПРОДУКТОВ | |
| . | |
A: |
Предназначенные для длительного хранения рыбные блоки для защиты от обезвоживания рекомендуется упаковывать в картонные |
| коробки с многослойными пакетами или складывать на паллеты в пластиковой обтягивающей упаковке. | |
Б: |
Температура склада/помещения для хранения замороженной продукции должна быть стабильной и равномерной. Колебания |
| температуры хранения повлияют на процесс обезвоживания продукции даже при соблюдении рекомендаций, указанных в пункте А. | |
В: |
При укладке замороженных продуктов в складе/помещении необходимо оставлять свободное пространство между продукцией и стенами |
| для обеспечения циркуляции холодного воздуха. Продукты, уложенные в впритык к стенам, может испортить тепло, проникающее снаружи. | |
| . | |
| Последние предложения: | |
| . |  |
| Новейшая печатная машина производит двухцветную печать на ваших коробках, качество которой | |
| выдерживает сравнение с традиционной, но более дорогой офсетной печатью. Если Вы хотите иметь свою | |
| собственную печать – свяжитесь с нами. | |
| Вкладыши "CAREPACK®". Наше предложение, как стандарт поставки всех картонных коробок – вкладыши с | |
| предварительным машинным сгибанием кромок, упакованные в пачки по 100 штук. | |
| Производство вкладышей сертифицировано согласно ISO 9001/ HACCP EN 327, GOST R и SENASA. | |
| При необходимости дополнительной информации о производстве блоков, блочной продукции, оборудовании | |
| и их усовершенствовании, пожалуйста, без колебаний связывайтесь с нами. Также мы можем предложить вам | |
| широкий ассортимент других упаковочных материалов и оборудования. | |
| Как правильно вставить вкладыш Carepack® в рамку. | |||
1 |
 |
2 |
 |
3 |
 |
4 |
 |